
技术服务:0534-2109518
李经理:18963003565
邮箱:haitian968@htjdkj.com
网址:www.htjdkj.cn
公司地址:德州市经济技术开发区红都路956号
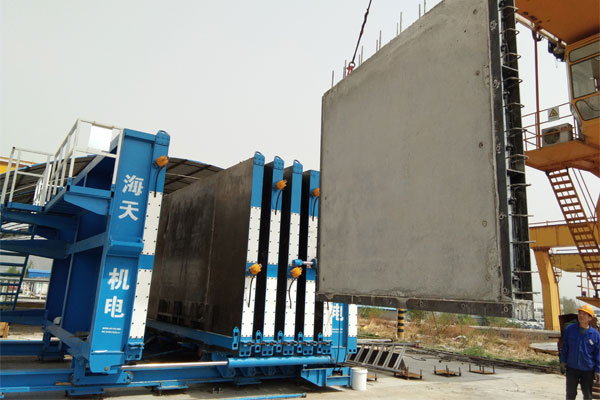
固定模台法可简单理解为把现浇作业内容采购楼梯模具供应商搬到了工厂,可以生产各种构件,但生产效率低,且未来无增长空间。流水线生产品种单一的板式构件,可以实现自动化和智能化,获得较高效益。但投资巨大,需要较大的市场体量。目前,叠合楼板、双面叠合剪力墙可以实现高度自动化,最适合流水线采购楼梯模具供应商生产。凸窗的生产,模板和钢筋绑扎都很复杂,适合采用固定模台生产。普通墙板采用流水线生产,生产效率有一定程度的提高。

由于土地、投资、生产构件需求和基地建设周期等原因,大家对PC生产线种类及布局的选择也会不同,在此,小编特整理了六种PC生产线的典型布局工大家了解。PC构件生产线如何布局?海天带您全方位解读6种典型布局土地需求占地面积:约80亩(5.34万平方米)厂房建筑面积:1.5万平方米构件堆场面积:3-4万平米其他:办公楼、宿舍楼等另计。厂房构成标准化厂房为3跨(1跨为长200m*宽27m)钢结构厂房,包含1条综合自动化生产线、1条固定模台生产线、1条钢筋生产线。年设计产能为10万立方米。构件种类板类构件:包括外墙板、内墙板、叠合楼板、空调板等所有板类构件异型构件:PCF板、楼梯、阳台、飘窗、梁、柱工厂建设周期工程总周期5—7个月(含生产线安装60天)

1) 清理模具。①自动流水线上有清理模具的清理设备,模台通过设备时,刮板降下来铲除残余混凝土。②对残余的大块的混凝土要提前清理掉,并分析原因提出整改措施。③边模由边模清扫设备清洗干净,通过传送带将清扫干净的边模送进模具库,由机械手按照一定的规格储存备用。④人工清理模具需要用腻子刀或其他铲刀清理,需要注意清理模具要清理彻底,对残余的大块的混凝士要小心清理,防止损伤模台,并分析原因提出整改措施。2)放线。①全自动放线是由机械手按照输人的图样信息,在模台上绘制出模具的边线。②人工放线需要注意先放出控制线,从控制线引出边线。放线用的量具必须是经过验审合格的。

混凝土叠合楼板按具体受力状态,分为单向受力和双向受力叠合板;预制底板按有无外伸钢筋可分为“有胡子筋”和“无胡子筋”;拼缝按照连接方式可分为分离式接缝(即底板间不拉开的“密拼”)和整体式接缝(底板间有后浇混凝土带)。预制底板按照受力钢筋种类可以分为预制混凝土底板和预制预应力混凝土底板:预制混凝土底板采用非预应力钢筋时,为增强刚度目前多采用桁架钢筋混凝土底板;预制预应力混凝土底板可为预应力混凝土平板和预应力混凝土带肋板、预应力混凝土空心板。

预制构件生产企业应建立构件生产管理信息化系统,用于记录构件生产关键信息,以追溯、管理构件的生产质量和进度。有些地方政策上强制要求必须在预制构件内埋设信息芯片,有些地方暂无要求。(1)芯片的规格芯片为超高频芯片,外观尺寸约为3mm x20mm x80mm 。(2)芯片的埋设芯片录人各项信息后,宜将芯片浅埋在构件成型表面,埋设位置宜建立统一规则, 便于后期识别读取。埋设方法如下:1)竖向构件收水抹面时,将芯片埋置在构件浇筑面中心距楼面60 ~ 80cm高处,带窗构件则埋置在距窗洞下边20 ~ 40cm中心处,并做好标记。脱模前将打印好的信息表粘贴于标记处,便于查找芯片埋设位置。
联系地址:德州市经济技术开发区红都路956号
联系电话:0534-2109518
传真:0534-2109698
邮箱:haitian968@htjdkj.com
李经理:18963003578

微信扫一扫
WECHAT SCAN







