
技术服务:0534-2109518
李经理:18963003565
邮箱:haitian968@htjdkj.com
网址:www.htjdkj.cn
公司地址:德州市经济技术开发区红都路956号

支撑、驱动轮及控制系统用于整条生产线的空模周转平台及带制品周转平台的运输。功能介绍操作人员可通过选择运行模式将整个输送线分工,各工位可以独立运行及组合运行,可以手动/自动/半自动化切换运行,输送线流程中间有清理,喷涂脱模剂,钢筋安装,横移等工位。驱动线按生产工艺分为装钢筋网工位,安装钢筋、埋件工位,浇注工位,静养工位,整平工位,抹平工位,拉毛工位、窑底1#,窑底2#,拆除边摸工位、脱模工位等。每个工位都装有防撞装置。
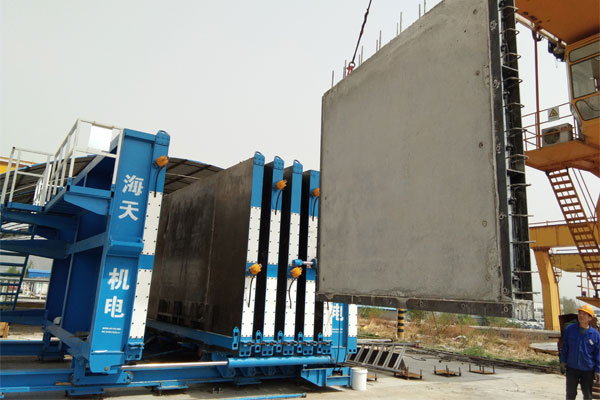
振动台用于振捣完成布料后的周转平台,将其中混凝土振捣密实。功能介绍固定台座和振动台座各有三组,前后依次布置,固定台座与振动台面之间装有减振提升装置,减振提升装置由空气弹簧和限位装置组成。周转平台放置于振动台上。振动台锁紧装置锁紧,将周转平台与振动台锁紧为一体,布料机在模具进行布料。布料完成后,振动台起升后再起振,将模具中混凝土振捣密实。

由于土地、投资、生产构件需求和基地建设周期等原因,大家对PC生产线种类及布局的选择也会不同,在此,小编特整理了六种PC生产线的典型布局工大家了解。PC构件生产线如何布局?海天带您全方位解读6种典型布局土地需求占地面积:约80亩(5.34万平方米)厂房建筑面积:1.5万平方米构件堆场面积:3-4万平米其他:办公楼、宿舍楼等另计。厂房构成标准化厂房为3跨(1跨为长200m*宽27m)钢结构厂房,包含1条综合自动化生产线、1条固定模台生产线、1条钢筋生产线。年设计产能为10万立方米。构件种类板类构件:包括外墙板、内墙板、叠合楼板、空调板等所有板类构件异型构件:PCF板、楼梯、阳台、飘窗、梁、柱工厂建设周期工程总周期5—7个月(含生产线安装60天)

PC构件日常生产过程中,每天需对模具进行组装和检查,并总结前一天生产中模具存在的问题,并加以调整和修改。根据不同的工艺,主要有固定模台工艺组模和流水线工艺组模两种方式:1、固定模台工艺组模1)模具组装前要清理干净,特别是边模与底模的连接部位、边模之间的连接部位、窗上下边模位置、模具阴角部位等。2)模具清理干净后,要在每一块模板上均匀喷涂脱模剂,包括连接部位,喷涂脱模剂后,应用清洁抹布将模板擦干。3)对于构件有粗糙面要求的模具面,如果采用缓凝剂方式,须涂刷缓凝剂。4)在固定模台上组装模具,模具与模台连接应选用螺栓和定位销。5)模具组装时,先敲人定位销进行定位,再紧固螺栓;拆模时,先放松螺栓,再拔出定位销。6)模具组装要稳定牢固,严丝合缝。7)应选择正确的模具进行拼装,在拼装部位粘贴密封条来防止漏浆。

混凝土预制件(precast concrete),在住宅工业化领域称作PC构件。混凝土预制件被广泛应用于建筑、交通、水利等领域,如预制钢筋混凝土柱地基基础、预制钢结构钢柱基础、路灯广告牌柱钢筋混凝土基础、预制楼板。不同于传统的混凝土需要在工地现场制模、浇筑、养护,在工厂中通过标准化、机械化方式加工生产的PC构件更加高效节能,同时降低了生产成本。PC预制构件的发展历史混凝土预制件最早起源于德国,与钢筋混凝土几乎同时起步,但现代意义上的工业化混凝土预制件制造在半个世纪前的欧洲才真正得到发展。
从本质上看,装配式和现浇两种建造方式的施工工艺区别较大,建造过程不同,组织管理方式不同,带来的经济、社会和环境效益也大型成组立模供应商不同,不应简单比较二者之间的“成本”。概括而言,装配式建筑成本增加部分主要包括:预制构件产品和运输费、现场安装吊装费、大型机械租赁费、墙板和楼板拼缝处理及相关材料费用;成本减少部分主要包括:钢筋和混凝土工程都在预制构件厂进行,减少了现场砌筑费采购大型成组立模供应商用,减少了抹灰人工费,还减少了现场支撑和模板费。加之,目前国家大力推广装配式建筑,将加大政策扶持力度,通过面积奖励、推行全装修缩短工期、技术培训产业工人、降低人工成本、建筑业营改增降低建造成本等方面降低装配式建筑的增量成本。
联系地址:德州市经济技术开发区红都路956号
联系电话:0534-2109518
传真:0534-2109698
邮箱:haitian968@htjdkj.com
李经理:18963003578

微信扫一扫
WECHAT SCAN







