
技术服务:0534-2109518
李经理:18963003565
邮箱:haitian968@htjdkj.com
网址:www.htjdkj.cn
公司地址:德州市经济技术开发区红都路956号

1)采取可靠的支承和连接措施防止模台下沉、变形和位移,具体方法有:①可采用千斤顶校正方法防止模台下沉和变形:将固定模台局部顶升和降低,沿台座边垫人合适厚度的垫片,以逐一校正模台水平度, 垫片支承点间距不宜大于1m。②防止模台位移的方法:通过长螺栓将模台与台座或地面加以固定和连接,可防止模台位移,需定期复检和调整。2)模台的检查与维护:模台要定期检查、维护和修整,用作底模的模台应平整光洁,不得有下沉、裂缝、起砂和起鼓。3)作业顺序:模具组装的顺序要和钢筋骨架、门窗框、灌浆套简、预埋件等物料人模顺序相契合。4) 空间运输的组织: 模具搬运安装、钢筋骨架入模、输送混凝土料斗的工序组织要细分面严密。5)振捣作业:固定模台上生产的板式构件可采用附着式振捣器振捣,预制墙、柱、梁等构件要采用人工振捣,振捣上要进行更严格的控制。

由于土地、投资、生产构件需求和基地建设周期等原因,大家对PC生产线种类及布局的选择也会不同,在此,小编特整理了六种PC生产线的典型布局工大家了解。PC构件生产线如何布局?海天带您全方位解读6种典型布局土地需求占地面积:约80亩(5.34万平方米)厂房建筑面积:1.5万平方米构件堆场面积:3-4万平米其他:办公楼、宿舍楼等另计。厂房构成标准化厂房为3跨(1跨为长200m*宽27m)钢结构厂房,包含1条综合自动化生产线、1条固定模台生产线、1条钢筋生产线。年设计产能为10万立方米。构件种类板类构件:包括外墙板、内墙板、叠合楼板、空调板等所有板类构件异型构件:PCF板、楼梯、阳台、飘窗、梁、柱工厂建设周期工程总周期5—7个月(含生产线安装60天)

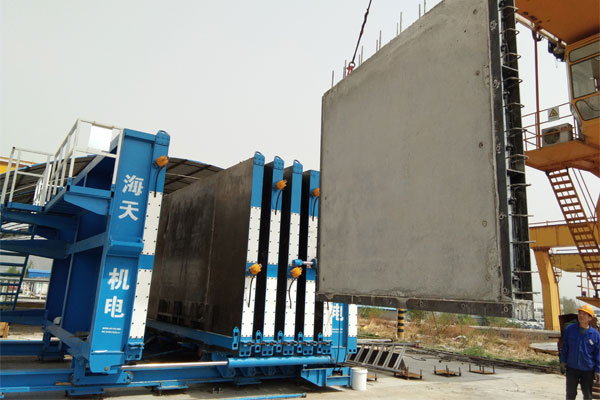
外墙板一般采用三明治结构,即结构层(200mm)+保温层(50mm)+保护层(60mm)。此类墙板可采用正打或反打工艺。建筑对外墙板的定制固定模台生产线价格平整度要求很高,如果采用正打工艺,无论是人工抹面还是机器抹面,都不足以达到要求的平整度,对后期施工较为不利。但是正打工艺,有利于预埋件的定制固定模台生产线价格定位,操作工序也相对简单。可根据工程的需求,选择不同的工艺。本文主要介绍反打工艺为主的模具。根据浇注顺序,将模具分为两层,第一层为保护层+保温层,第二层为结构层。第一层模具作为第二层的基础,所以在第一层的连接处需要加固。第二层的结构层模具同内墙板模具形式。结构层模具的定位螺栓较少,故需要增加拉杆定位,防止涨模。
1) 清理模具。①自动流水线上有清理模具的清理设备,模台通过设备时,刮板降下来铲除残余混凝土。②对残余的大块的混凝土要提前清理掉,并分析原因提出整改措施。③边模由边模清扫设备清洗干净,通过传送带将清扫干净的边模送进模具库,由机械手按照一定的规格储存备用。④人工清理模具需要用腻子刀或其他铲刀清理,需要注意清理模具要清理彻底,对残余的大块的混凝士要小心清理,防止损伤模台,并分析原因提出整改措施。2)放线。①全自动放线是由机械手按照输人的图样信息,在模台上绘制出模具的边线。②人工放线需要注意先放出控制线,从控制线引出边线。放线用的量具必须是经过验审合格的。

PC预制工厂所有的生产种类包含:外墙板(带保温层)、内墙板、叠合楼板、空调板、女儿墙等,这些产品是能够直接用生产线生产的,还包含阳台、飘窗、梁、柱、PCF板等需要在固定模台生产的产品;在一线城市,由于对外饰面需求较高,同时框架、框剪类房建比较多,因此,建议客户只需上叠合板生产线,增大固定模台数量,生产外墙类产品;其他以剪力墙为主的地区还是以外墙板综合生产线为主,根据需求添加内墙及叠合板生产线。
联系地址:德州市经济技术开发区红都路956号
联系电话:0534-2109518
传真:0534-2109698
邮箱:haitian968@htjdkj.com
李经理:18963003578

微信扫一扫
WECHAT SCAN







