
技术服务:0534-2109518
李经理:18963003565
邮箱:haitian968@htjdkj.com
网址:www.htjdkj.cn
公司地址:德州市经济技术开发区红都路956号

目前,很多地市建设局和政府机构相应出台了很多政策,其中,最受大家关注的就是预制率的问题。各地政府目前的主推的预制率都要求达到或者超过20%,同时很多地区也鼓励和推广叠合楼板和楼梯在实际项目中的率先应用。个人希望这两项政策能够结合起来推广,因为叠合板和楼梯的预制率达不到20%,如果要达到或超过这个预制率,就必须要上一些其他产品(最好是外墙),这对于预制构件企业的生存发展十分重要。如果仅仅是要求推广叠合楼板和楼梯,对于现有的PC工厂其实不利,因为叠合楼板和楼梯的技术含量低,场地需求面积少,设备需求也不高,在追求低成本的要求下必然会造成产品质量相对低下,同时叠合楼板和楼梯的安装在以现浇为主体的房建中也不占据优势,对建筑产业化的前期推广并不一定能起到很好的效果。
叠合楼板是预制和现浇混凝土相结合的一种较好结构形式。预制预应力薄板(厚50~80mm,跨度一般为4~6m,最大跨度可达9m)与上部现浇混凝土层结合成为一个整体,共同工作。薄板的预应力主筋即是叠合楼板的主筋,上部混凝土现浇层仅配置负弯矩钢筋和构造钢筋。预应力薄板用作现浇混凝土层的底模,不必为现浇层支撑模板。薄板底面光滑平整,板缝经处理后,顶棚可以不再抹灰。这种叠合楼板具有现浇楼板的整体性、刚度大、抗裂性好、不增加钢筋消耗、节约模板等优点。由于现浇楼板不需支模,还有大块预制混凝土隔墙板可在结构施工阶段同时吊装,从而可提前插入装修工程,缩短整个工程的工期。

模具胶衣需要二小时到三个半海天固定模台生产线价格小时,即理想状态下的模具胶衣初凝时间是五十分钟,固化时间为一百分钟。等第二层胶衣凝胶后,就可以铺制基层了。对于制作玻璃钢模具有两种常见的铺层方法。一种是传统的多步骤铺层方法,另一种是快速低收缩系统铺层法。1、传统的模具铺层方法A、原料:1)模具树脂模具树脂应具有较高的热变形温度和低收缩性。间苯树脂、乙烯基树脂及DCPD树脂均可作为模具树脂。乙烯基型聚酯树脂高固含量、触变性、已促进使其具有优秀的工艺海天固定模台生产线价格性能,低收缩性能;优良的机械性能,耐热降解性能,耐化学腐蚀性能。在高温下有优越的强度保留,热变形温度高。在制造高挡模具时可做为模具材料的首选,确保产品表面质量靠的是模具胶衣,保证产品质量的稳定与一致性,则靠的是模具树脂的性能。2)玻纤增强材料
针对上述预制楼梯生产过程中出现的问题,我们应从多种渠道采取措施,解决或避免上述问题的出现,以期提高预制楼梯的生产质量。2. 1 模具清理与质量要求将模具上的浮土、密封条、胶带纸、混凝土残渣等清理干净,模具上出现锈迹、水印痕迹,要求员工利用砂纸对其打磨处理,保证模具的清洁度。清理完毕后,侧模与模具接触部位粘贴密封胶条; 将模具上混凝土浮浆、浮灰、油污、铁锈等清理干净后,然后用抹布在板面均匀薄薄的涂刷一层脱模剂。2. 2 钢筋工程与质量控制措施1) 钢筋不应弯曲,表面应有光滑、无油污和片状锈蚀。2) 钢筋加工配料。加工配料前应让技术人员熟悉图纸,并根据构件图纸上反映的钢筋形状、长度等,要求合理配料。
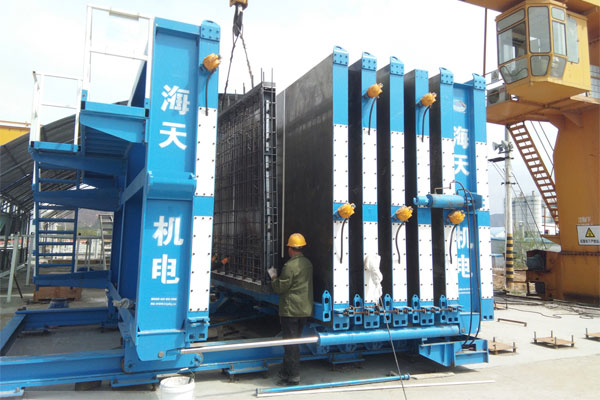
固定模台法可简单理解为把现浇作业内容搬到了工厂,可以生产各种构件,但生产效率低,且未来无增长空间。流水线生产品种单一的板式构件,可以实现自动化和智能化,获得较高效益。但投资巨大,需要较大的市场体量。目前,叠合楼板、双面叠合剪力墙可以实现高度自动化,最适合流水线生产。凸窗的生产,模板和钢筋绑扎都很复杂,适合采用固定模台生产。普通墙板采用流水线生产,生产效率有一定程度的提高。

1) 清理模具。①自动流水线上有清理模具的清理设备,模台通过设备时,刮板降下来铲除残余混凝土。②对残余的大块的混凝土要提前清理掉,并分析原因提出整改措施。③边模由边模清扫设备清洗干净,通过传送带将清扫干净的边模送进模具库,由机械手按照一定的规格储存备用。④人工清理模具需要用腻子刀或其他铲刀清理,需要注意清理模具要清理彻底,对残余的大块的混凝士要小心清理,防止损伤模台,并分析原因提出整改措施。2)放线。①全自动放线是由机械手按照输人的图样信息,在模台上绘制出模具的边线。②人工放线需要注意先放出控制线,从控制线引出边线。放线用的量具必须是经过验审合格的。
联系地址:德州市经济技术开发区红都路956号
联系电话:0534-2109518
传真:0534-2109698
邮箱:haitian968@htjdkj.com
李经理:18963003578

微信扫一扫
WECHAT SCAN







