
技术服务:0534-2109518
李经理:18963003565
邮箱:haitian968@htjdkj.com
网址:www.htjdkj.cn
公司地址:德州市经济技术开发区红都路956号
位。模台存取机将振捣密实的水泥构件及模具送至立体养护窑指定位置,将养护好的水泥构件及模具从养护窑中取出,送回生产线上,输送到指定的脱模位置。功能介绍横向行走由变频制动电机驱动,横向走行装有夹轨导向装置、横向定位装置,保证横向走位精度,码垛车与养护窑重复位置精度不变。模台存取机移动到将要出模的位置,首先取模机构伸出,将模具勾住伸缩,将模具拉至吊板输送架能够驱动模具的位置后,吊板输送架驱动模台,到位后,输送架下落,模台存取机横移到正对脱模工位,送至脱模工。

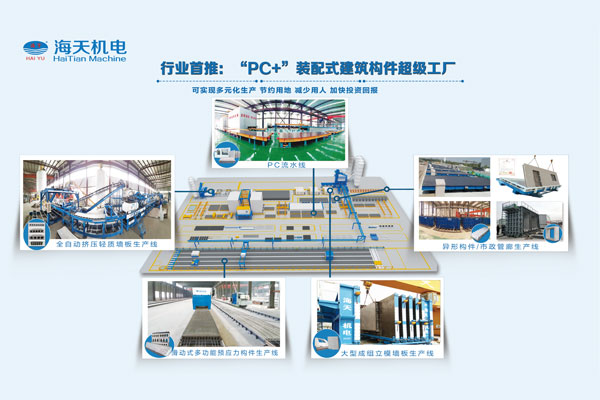
固定模台法可简单理解为把现浇作业内容搬到了工厂,可以生产各种构件,但生产效率低,且未来无增长空间。流水线生产品种单一的板式构件,可以实现自动化和智能化,获得较高效益。但投资巨大,需要较大的市场体量。目前,叠合楼板、双面叠合剪力墙可以实现高度自动化,最适合流水线生产。凸窗的生产,模板和钢筋绑扎都很复杂,适合采用固定模台生产。普通墙板采用流水线生产,生产效率有一定程度的提高。
楼梯模具可分为卧式和立式两种模式,卧式模具占用场地,需要压光的面积较大,构件需多次翻转。故推荐设计为立式楼梯模具。重点为楼梯踏步的处理,由于踏步成波浪形,钢板需折弯后拼接,拼缝的位置宜放在既不影响构件效果又便于操作的位置,拼缝的处理可采用焊接或冷拼接工艺。都需要特别注意拼缝处的密封性,严禁出现漏浆现象。据叠合楼板高度,可选用相应的角铁作为边模,当楼板四边有倒角时,可在角铁上后焊一块折弯后的钢板。由于角铁组成的边模上开了许多豁口,导致长向的刚度不足,故沿长向可分若干段,以每段1.5--2.5m为宜。侧模上还需设加强肋板,间距为400-500mm。
支撑、驱动轮及控制系统用于整条生产线的空模周转平台及带制品周转平台的运输。功能介绍操作人员可通过选择运行模式将整个输送线分工,各工位可以独立运行及组合运行,可以手动/自动/半自动化切换运行,输送线流程中间有清海天EPS轻质墙板生产线供应商理,喷涂脱模剂,钢筋安装,横移等工位。驱动线按生产工艺海天EPS轻质墙板生产线供应商分为装钢筋网工位,安装钢筋、埋件工位,浇注工位,静养工位,整平工位,抹平工位,拉毛工位、窑底1#,窑底2#,拆除边摸工位、脱模工位等。每个工位都装有防撞装置。

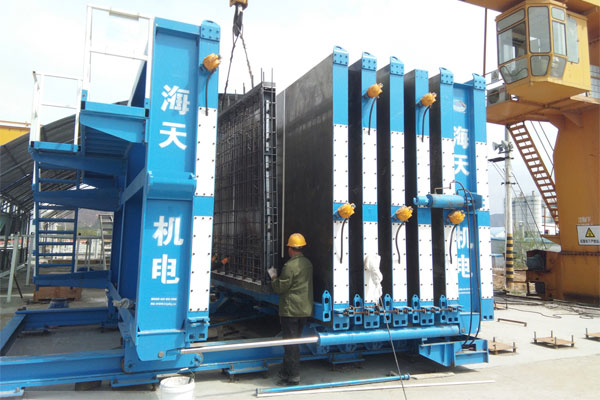
PC构件日常生产过程中,每天需对模具进行组装和检查,并总结前一天生产中模具存在的问题,并加以调整和修改。根据不同的工艺,主要有固定模台工艺组模和流水线工艺组模两种方式:1、固定模台工艺组模1)模具组装前要清理干净,特别是边模与底模的连接部位、边模之间的连接部位、窗上下边模位置、模具阴角部位等。2)模具清理干净后,要在每一块模板上均匀喷涂脱模剂,包括连接部位,喷涂脱模剂后,应用清洁抹布将模板擦干。3)对于构件有粗糙面要求的模具面,如果采用缓凝剂方式,须涂刷缓凝剂。4)在固定模台上组装模具,模具与模台连接应选用螺栓和定位销。5)模具组装时,先敲人定位销进行定位,再紧固螺栓;拆模时,先放松螺栓,再拔出定位销。6)模具组装要稳定牢固,严丝合缝。7)应选择正确的模具进行拼装,在拼装部位粘贴密封条来防止漏浆。

浆锚搭接连技术的关键在于孔洞的成型技术、灌浆料的质量以及对被搭接钢筋形成约束的方法等各个方面。目前我国的孔洞成型技术种类较多,尚无统一的论证,因此《规程》要求纵向钢筋采用浆锚搭接连接时,对预留孔成孔工艺、孔道形状和长度、构造要求、灌浆料和被连接钢筋,应进行力学性能以及适用性的试验验证。纵向钢筋采用浆锚搭接时,对预留成孔工艺、孔道形状和长度、构造要求、灌浆料和被连接钢筋应进行力学性能以及实用性试验验证。直径大于20mm的钢筋不宜采用浆锚搭接连接。直接承受动力载荷构件的纵向钢筋不应采用浆锚搭接连接。房屋高度大于12m或超过三层时,不宜使用浆锚搭接连接。
联系地址:德州市经济技术开发区红都路956号
联系电话:0534-2109518
传真:0534-2109698
邮箱:haitian968@htjdkj.com
李经理:18963003578

微信扫一扫
WECHAT SCAN







