
技术服务:0534-2109518
李经理:18963003565
邮箱:haitian968@htjdkj.com
网址:www.htjdkj.cn
公司地址:德州市经济技术开发区红都路956号
模具胶衣需要二小时到三个半小时,即理想状态下的模具胶衣初凝时间是五十分钟,固化时间为一百分钟。等第二层胶衣凝胶后,就可以铺制基层了。对于制作玻璃钢模具有两种常见的铺层方法。一种是传统的多步骤铺层方法,另一种是快速低收缩系统铺层法。1、传统的模具铺层方法A、原料:1)模具树脂模具树脂应具有较高的热变形温度和低收缩性。间苯树脂、乙烯基树脂及DCPD树脂均可作为模具树脂。乙烯基型聚酯树脂高固含量、触变性、已促进使其具有优秀的工艺性能,低收缩性能;优良的机械性能,耐热降解性能,耐化学腐蚀性能。在高温下有优越的强度保留,热变形温度高。在制造高挡模具时可做为模具材料的首选,确保产品表面质量靠的是模具胶衣,保证产品质量的稳定与一致性,则靠的是模具树脂的性能。2)玻纤增强材料

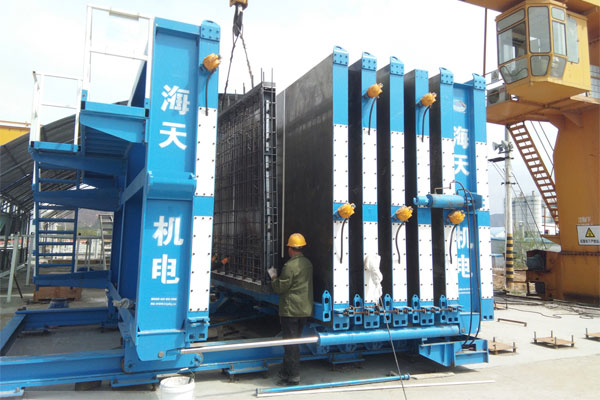
外墙板一般采用三明治结构,即结构层(200mm)+保温层(50mm)+保护层(60mm)。此类墙板可采用正打或反打工艺。建筑对外墙板的平整度要求很高,如果采用正打工艺,无论是人工抹面还是机器抹面,都不足以达到要求的平整度,对后期施工较为不利。但是正打工艺,有利于预埋件的定位,操作工序也相对简单。可根据工程的需求,选择不同的工艺。本文主要介绍反打工艺为主的模具。根据浇注顺序,将模具分为两层,第一层为保护层+保温层,第二层为结构层。第一层模具作为第二层的基础,所以在第一层的连接处需要加固。第二层的结构层模具同内墙板模具形式。结构层模具的定位螺栓较少,故需要增加拉杆定位,防止涨模。

该生产线利用各种建筑垃圾的固体废弃物、工业泸渣、粉煤灰、植物桔杆、页岩等材料生产的轻质墙板是环保、节能、利废的新型建材,符合建筑模数,能实现生产的标准化、系列化、通用化,建筑施工干作业,比各种砌块和专砌的墙体至少可以提高施工效率3倍以上。◆自动化程度高一条生产线单班只需4-5名操控人员。从供料、输送、托板上线、挤压成型、制品下线、养护、分离、打包等环节全部实现了信号设置、信息反馈、数字转换、集中控制、闭路运行的自动一体化生产的工艺技术。◆科技含量高生产线上应用了大量国际、国内先进技术,生产速度及制品的密实度可调节、控制。◆生产效率高单条线日产1670㎡,全年生产墙板可达50万㎡。

现在的PC生产线需要设备基础,是用混凝土做基础进行设备的固定,建设周期长,需要挖土方、现浇混凝土、养护,安装PC生产线的时间达到3、4个月。而且为了减少运输成本,PC生产线的运距辐射范围一般控制在200公里以内,超出200公里以后因为这些预制混凝土构件体积大、自重高,专用构件运输车的物流运输成本高。这样当一个工地完工以后,PC生产线需要迁往下一个工地,还要做设备基础挖土方、现浇混凝土等又是3、4个月。

浆锚搭接连接是指在预制混凝土构件中采用特殊工艺制成的孔道中插入需搭接的钢筋,并灌注水泥基灌浆料而实现的钢筋搭接连定制预应力梁柱生产线供应商接方式。这种搭接技术在欧洲有多年的应用历史,也被称之为间接搭接或间接锚固。我国已有多家单位对间接搭接技术进行了一定数量的研究工作,如哈尔滨工业大学、黑龙江宇辉新型建筑材料有限公司等对这种技术进行了大量试验研究,也取得了许多试验研究成果。浆定制预应力梁柱生产线供应商锚搭接预留孔洞的成型方式:1. 埋置螺旋的金属内模,构件达到强度后旋出内模;2. 预埋金属波纹管做内模,完成后不抽出。两种成型方式对比:采用金属内膜旋出时容易造成孔壁损坏,也比较费工,因此金属波纹管方式可靠简单。
联系地址:德州市经济技术开发区红都路956号
联系电话:0534-2109518
传真:0534-2109698
邮箱:haitian968@htjdkj.com
李经理:18963003578

微信扫一扫
WECHAT SCAN







