
技术服务:0534-2109518
李经理:18963003565
邮箱:haitian968@htjdkj.com
网址:www.htjdkj.cn
公司地址:德州市经济技术开发区红都路956号

PC构件日常生产过程中,每天需对模具进行组装和检查,并总结前一天生产中模具存在的问题,并加以调整和修改。根据不同的工艺,主要有固定模台工艺组模和流水线工艺组模两种方式:1、固定模台工艺组模1)模具组装前要清理干净,特别是边模与底模的连接部位、边模之间的连接部位、窗上下边模位置、模具阴角部位等。2)模具清理干净后,要在每一块模板上均匀喷涂脱模剂,包括连接部位,喷涂脱模剂后,应用清洁抹布将模板擦干。3)对于构件有粗糙面要求的模具面,如果采用缓凝剂方式,须涂刷缓凝剂。4)在固定模台上组装模具,模具与模台连接应选用螺栓和定位销。5)模具组装时,先敲人定位销进行定位,再紧固螺栓;拆模时,先放松螺栓,再拔出定位销。6)模具组装要稳定牢固,严丝合缝。7)应选择正确的模具进行拼装,在拼装部位粘贴密封条来防止漏浆。
构件厂机械化、自动化程度较高,可批量生产标准构件,也可由产业工人生产工艺复杂的构件,质量可控且稳定。相对于现场预制,工厂采购增加了运输成本和税金成本。上海地区大部分是从工厂采购预制混凝土构件。游牧式生产预制构件需要场地,需要总包单位拥有相应的设备、人力,且产能有限。但其投资小,建设周期短。构件运距短,损耗低。构件生产、安装及现场施工统一管理。游牧式生产适用于产业化配套不完善的项目、小型项目、个别特殊项目等。

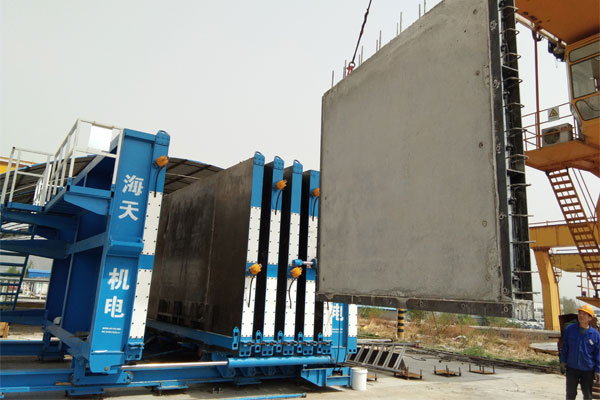
为了体现建筑立面效果,一般住宅建筑的阳台板设计为异性构件。构件的四周都设计了反边,导致不能利用大底模生产。可设计为独立式的模具,根据构件数量,选择模具材料。首先考虑构件脱模的问题,在不影响构件功能的前提下,可适当留出脱模斜度(1/10左右)。当构件高度较大时,应重点考虑侧模的定位和刚度问题。外墙板一般采用三明治结构,即结构层(200mm)+保温层(50mm)+保护层(60mm)。此类墙板可采用正打或反打工艺。建筑对外墙板的平整度要求很高,如果采用正打工艺,无论是人工抹面还是机器抹面,都不足以达到要求的平整度,对后期施
混凝土预制构件目前分为三大类,交通轨道类:包含盾构管片、地铁轨枕等;PC预制构件类:包含墙板类(剪力墙结构)、梁柱类(框架结构)、预应力等;市政类:管廊、市政用步道砖、路缘石等。很多投资者希望一个工厂生产的门类种类越多越好,设备的公用性越高越好,厂房的宽度、养护等各种条件能满足的越全越好。这些是最让工艺设计者头疼的,大而全的工厂其实不存在,技术人员研发方向不同、生产工艺不同(包含养护条件、制造工艺等)、起吊重量、市场销售方向等等诸多的不同,因此,建议工厂的设计最好还是分门别类的进行。

浆锚搭接连技术的关键在于孔洞的成型技术、灌浆料的质量以及对被搭接钢筋形成约束的方法等各个方面。目前我国的孔洞成型技术种海天外墙模具供应商类较多,尚无统一的论证,因此《规程》要求纵向钢筋采用浆锚搭接连接时,对预留孔成孔工艺、孔道形状和长度、构造要求、灌浆料和被连接钢筋,应进行力学性能以及适用性的试验验证。纵向钢筋采用浆锚搭接时,对预留成孔工艺、孔道形状和长度、构造要海天外墙模具供应商求、灌浆料和被连接钢筋应进行力学性能以及实用性试验验证。直径大于20mm的钢筋不宜采用浆锚搭接连接。直接承受动力载荷构件的纵向钢筋不应采用浆锚搭接连接。房屋高度大于12m或超过三层时,不宜使用浆锚搭接连接。
联系地址:德州市经济技术开发区红都路956号
联系电话:0534-2109518
传真:0534-2109698
邮箱:haitian968@htjdkj.com
李经理:18963003578

微信扫一扫
WECHAT SCAN







