
技术服务:0534-2109518
李经理:18963003565
邮箱:haitian968@htjdkj.com
网址:www.htjdkj.cn
公司地址:德州市经济技术开发区红都路956号
为了体现建筑立面效果,一般住宅建筑的阳台板设计为异性构件。构件的四周都设计了反边,导致不能利用大底模生产。可设计为独立式的模具,根据构件数量,选择模具材料。首先考虑构件脱模的问题,在不影响构件功能的前提下,可适当留出脱模斜度(1/10左右)。当构件高度较大时,应重点考虑侧模的定位和刚度问题。外墙板一般采用三明治结构,即结构层(200mm)+保温层(50mm)+保护层(60mm)。此类墙板可采用正打或反打工艺。建筑对外墙板的平整度要求很高,如果采用正打工艺,无论是人工抹面还是机器抹面,都不足以达到要求的平整度,对后期施
混凝土输送机用于搅拌站出来的混凝土采购模台价格存放输送,通过在特定的轨道上行走,将混凝土运送到布料机中。功能介绍运输料斗位于行走架上,运输料斗带行走机构,可平稳的在特定轨道上行走;运输料斗采购模台价格滑触线取电,安全可靠;运输料斗中的旋转由翻转装置驱动,将料斗中的混凝土倾泻到布料机中;清洗平台设置于搅拌站下方;电控系统安全可靠,清洗料斗时可手柄控制,运料工作时可遥控控制。在接近布料机前会自动减速,到达后会自动对位停车。
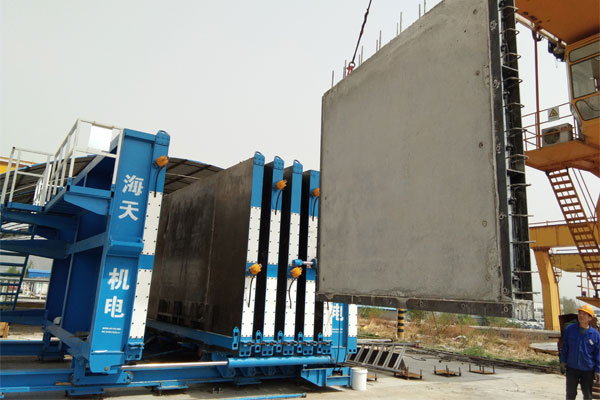
外墙板一般采用三明治结构,即结构层(200mm)+保温层(50mm)+保护层(60mm)。此类墙板可采用正打或反打工艺。建筑对外墙板的平整度要求很高,如果采用正打工艺,无论是人工抹面还是机器抹面,都不足以达到要求的平整度,对后期施工较为不利。但是正打工艺,有利于预埋件的定位,操作工序也相对简单。可根据工程的需求,选择不同的工艺。本文主要介绍反打工艺为主的模具。根据浇注顺序,将模具分为两层,第一层为保护层+保温层,第二层为结构层。第一层模具作为第二层的基础,所以在第一层的连接处需要加固。第二层的结构层模具同内墙板模具形式。结构层模具的定位螺栓较少,故需要增加拉杆定位,防止涨模。

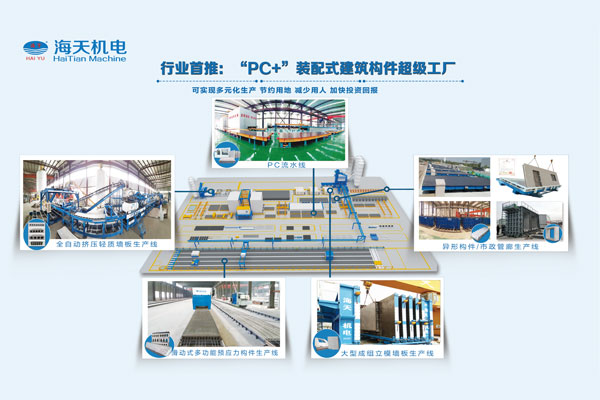
装配式建筑将部分或所有构件在工厂预制完成,然后运到施工现场进行装配,采用标准化设计、工厂化生产、装配化施工、信息化管理、智能化应用。我们可以把梁、板、柱、墙等事先做好的构件想象成一块块乐高积木,预制构件运到施工现场后,会进行钢筋混凝土的搭接和浇筑。

从本质上看,装配式和现浇两种建造方式的施工工艺区别较大,建造过程不同,组织管理方式不同,带来的经济、社会和环境效益也不同,不应简单比较二者之间的“成本”。概括而言,装配式建筑成本增加部分主要包括:预制构件产品和运输费、现场安装吊装费、大型机械租赁费、墙板和楼板拼缝处理及相关材料费用;成本减少部分主要包括:钢筋和混凝土工程都在预制构件厂进行,减少了现场砌筑费用,减少了抹灰人工费,还减少了现场支撑和模板费。加之,目前国家大力推广装配式建筑,将加大政策扶持力度,通过面积奖励、推行全装修缩短工期、技术培训产业工人、降低人工成本、建筑业营改增降低建造成本等方面降低装配式建筑的增量成本。

现在的PC生产线需要设备基础,是用混凝土做基础进行设备的固定,建设周期长,需要挖土方、现浇混凝土、养护,安装PC生产线的时间达到3、4个月。而且为了减少运输成本,PC生产线的运距辐射范围一般控制在200公里以内,超出200公里以后因为这些预制混凝土构件体积大、自重高,专用构件运输车的物流运输成本高。这样当一个工地完工以后,PC生产线需要迁往下一个工地,还要做设备基础挖土方、现浇混凝土等又是3、4个月。
联系地址:德州市经济技术开发区红都路956号
联系电话:0534-2109518
传真:0534-2109698
邮箱:haitian968@htjdkj.com
李经理:18963003578

微信扫一扫
WECHAT SCAN







